High speed cutting concept
According to the ISO1940 standard, the spindle speed higher than 8000r/min is called high-speed machining. However, in reality, it is generally considered that the cutting of the spindle speed of 10000 r/min or more can be called high-speed cutting. The characteristics are different for different cutting methods. For example, the turning speed is above 500m/min, which can be called high-speed turning. The milling speed above 300m/min can be called high-speed milling. The drilling speed is above 200m/min. High-speed drilling and so on.
Development of high speed cutting
The concept of high-speed cutting was first proposed by Dr. Garl.J. Salomon of Germany in 1931, but due to limitations in technology and equipment at the time, experiments were not possible. With the development of technology, the experimental conditions have gradually improved. Western developed countries, especially the United States, began to pay attention to its development after the 1960s, and carried out a series of experiments. After the 1980s, especially in the 1990s, it was studied. In full swing, the variety of products is increasing, the technology is becoming more and more perfect, and the propaganda and services are more in place. China did not have mature products until the 1990s, such as the VTC moving column vertical machining center (spindle speed 10000r/min) developed by Ningxia “Little Giant†and the μ10005V developed by Beijing Machine Tool Research Institute in 2003. Vertical machining center, etc.
High-speed cutting and green environmental protection
With the enhancement of people's awareness of environmental protection and the establishment of green barriers in China after the accession to the WTO, it is objectively required that mechanical products consume as little energy as possible and pollute the environment. Mechanical cutting (hereinafter referred to as cutting) is the direct cause of energy consumption and environmental pollution in mechanical manufacturing. Therefore, the concept of green cutting (green manufacturing) has been proposed in a targeted manner. The so-called green cutting refers to a cutting method that consumes as little tool material, cutting fluid, processing time and power as possible, and pollutes the environment as little as possible to achieve a specific cutting purpose. Due to the characteristics of high-speed cutting, high-speed cutting can save cutting fluid, tool materials and cutting man-hours, thereby saving natural resources, reducing environmental pollution, improving production efficiency and product quality, and achieving the goal of "green cutting".
High-speed cutting features
1. Small cutting force and low vibration frequency
The process of cutting formation is divided into two stages: extrusion plastic deformation and tearing. The workpiece is plastically deformed by the cutting force and cutting heat mainly at this stage. It can be seen that the higher the cutting speed, the shorter the plastic deformation time, the narrower the shear deformation region, the larger the shear angle, the smaller the deformation factor and the faster the chip outflow rate (the heat in the chip accounts for 80% of the cutting heat). The smaller the heat transferred into the workpiece and the tool, the high-speed cutting can reduce the cutting deformation probability by an average of 30-40% or more, which is very suitable for the cutting process of poor rigidity and thin-walled parts.
From the analysis of the frequency of the dynamics analysis, it is known that the reduction of the cutting force will reduce the amplitude of the vibration (ie, forced vibration) due to the cutting force. The increase in the rotational speed keeps the operating frequency of the cutting system away from the low-order natural frequency of the machine tool and avoids resonance. Therefore, high-speed cutting can greatly reduce the surface roughness of the machined surface and improve the processing quality.
2. Features of the machine itself
High-speed cutting machine tools use the most advanced technology at present, and are cutting-edge technology products made of composite materials that are the most suitable for machine tools, which are integrated with machine, light, electricity, gas and hydraulic. Therefore, in addition to the high spindle speed, high-speed cutting machine tools have higher automation (also known as intelligent), higher power, and higher hardness of cutting materials (high-speed cutting HRC50-54 or even HRC60 materials) compared with ordinary CNC machine tools. Higher precision (up to 0.001mm or even 0.0001mm), higher cutting and feed speed (several times or even dozens of times of ordinary CNC machine tools); due to the extensive use of servo motors, the mechanical structure of the transmission system is simplified and the drive is reliable; Composite or artificial marble is the base or workbench (such as the UCP600 from MIKRON, Switzerland), which significantly increases the rigidity of the machine, which greatly improves the dimensional accuracy of the parts.
3. Use advanced tools
Since the blank for high-speed cutting is relatively regular or pre-processed, and the machine tool has good rigidity, small cutting force and small vibration, the probability of damage to the tool is extremely small or even negligible. During high-speed cutting, the spindle speed is high, the chip outflow speed is fast, the cutting process is extremely short, and the possibility of bonding is small. According to several forms of tool wear, only phase change wear, diffusion wear, oxidative wear, thermal crack wear, etc., which are all in the field of thermal wear, the main factor determining the failure of high-speed cutting tools is the thermal properties of the tool material. Such as melting point, heat resistance, oxidation resistance, high temperature mechanical properties and thermal shock resistance, followed by the geometric angle of the tool.
The currently used tool materials are as follows:
(1) Coated carbide tool
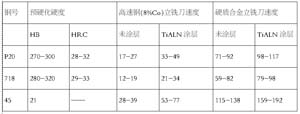
Coated carbide tools are new tool materials that emerged in the 1960s. It is a thin layer (about 5~10μm) wear-resistant refractory metal compound coated on the surface of cemented carbide or high-speed steel by chemical meteorological deposition or other methods, which can improve the comprehensive cutting performance of the tool to a certain extent. In the same case, the cutting speed is about 40% higher than that of ordinary cemented carbide or high-speed steel tools. The comparison is shown in Figure 1:
The coating material is used in combination of several or two or more of TiC, TiN, and AL2O3. The following will explain separately:
·TiC coating
TiC coating has high hardness and wear resistance, and good oxidation resistance. It can form titanium oxide film during cutting to reduce friction coefficient, reduce tool wear and increase cutting speed by more than 40%, which is suitable for high speed cutting. The TiC coating has a high bonding temperature with steel, a fine grain on the surface, and few built-up edges during cutting, which is suitable for high-speed precision turning. The disadvantage is that the coefficient of linear expansion is quite different from that of the substrate. Therefore, when high-speed turning or milling of hard materials, high-temperature alloys or workpieces with inclusions, the coating is prone to cracking.
·TiN coating
The TiN coating can form an oxide film at high temperature, has a low coefficient of friction with the iron-based material, has good anti-adhesive properties, and effectively reduces the friction and cutting temperature. The wear resistance of the TiN coated blade against the crater and the flank The TiC coated insert is strong and is most suitable for cutting steel and easy-to-stick knives, which reduces the surface roughness and increases the cutting speed. In addition, the TiN coating is also resistant to chipping and thermal shock resistance, which is suitable for high speed cutting. However, its bonding strength with the substrate is lower than that of the TiC coating, and it is easy to peel off when the coating is thick, and is generally used for high-speed turning.
·TiC-TiN composite coating
It has the advantages of both coatings. TiC is applied first, and TiN is applied to improve the bonding strength, friction, cutting force and cutting temperature. It is good for roughing and finishing in high-speed cutting. Such as the hard group of CN15, CN25 (fine), CN35 (coarse) and so on.
·TiC-AL2O3 composite coating
Apply TiC and then apply AL2O3. TiC makes the coating bond firmly. AL2O3 makes the coating have ceramic wear resistance, good chemical stability and oxidation resistance. The composite blade can be cut at the same speed as a ceramic knife, while avoiding the brittleness and easy chipping of the ceramic, such as the CA15 of the Zhuhard Group. This coated tool is ideal for high speed cutting and is especially suitable for high speed turning.
The coated tool has the characteristics of saving precious materials, easy to manufacture, and long use time. It not only meets the needs of environmental protection but also increases economic benefits for the enterprise, so it is widely recommended.
(2) Ceramic knives
The material is made of alumina as a main component and sintered at a high temperature. Due to the adoption of a new process to improve the purity and grain refinement, the application of hot pressing process and addition of whiskers overcomes the problems of poor thermal shock resistance, low strength and toughness, and high brittleness of ceramics, and is capable of high speed for difficult-to-machine materials. Cutting has broad prospects for development. The addition of carbide (mainly TiC) can improve the resistance to hot cracking, and can turn the C-shaped plastic material such as hardened tool steel and chromium-nickel-molybdenum powder metallurgy of HRC60~62 at high speed. Silicon nitride ceramics (with silicon nitride as the main component) can be used for hardness At the same time, the silicon nitride ceramic tool has excellent heat resistance and high temperature oxidation resistance, and can maintain a certain hardness and strength for a long time cutting even at a cutting temperature of 1200 to 1450. When cutting at a high speed in a certain range, the increase of the cutting temperature can change the performance of the workpiece material, improve the toughness of the ceramic tool, and thus reduce the damage. Therefore, the general ceramic tool uses dry cutting. However, ceramic tools are sensitive to shock and vibration loads. The weak rigidity of the machine tool-workpiece-tool process system is the main reason for the reduction or collapse of the life of the ceramic tool. Therefore, silicon nitride ceramic tools are only suitable for high speed cutting. (3) Superhard tool material Superhard tool materials mainly refer to synthetic diamond (JR) and cubic boron nitride (CBN). Used only for high speed cutting of superalloys, thermal spray materials, hard alloys and other difficult materials. (4) Select the appropriate tool geometry angle According to the cutting condition, choose the appropriate tool geometry angle to improve the durability and processing efficiency of high-speed machining tools. For example, alumina ceramic tools in the case of dry-cut hardened steel, Valenite, USA recommended 0.5x30° T-shaped facet, CBN tool The cutting edge adopts a bevel or rounding and a negative chamfer instead of a large chamfer. 4. Adopt advanced cooling technology Due to the high-speed cutting high-speed rotation characteristics, if the conventional cooling method is used, it is difficult for the coolant to reach the cooling portion, and the cooling and lubrication functions are not obtained. Due to the need of environmental protection and economy, low temperature gas cooling and MQL-minimum oil lubrication technology have been gradually promoted and applied in high speed cutting. (1) Low temperature gas cooling The low-temperature gas cooling technology uses liquid nitrogen or cold air to directly spray on the cutting part at high pressure to cool. The cutting force during high-speed cutting is a combination of the traditional cutting force and the variable-frequency impact force. Under nitrogen, the TiN layer is more likely to be generated between the tool and the chip and the workpiece. The TiN has the friction reducing effect, and the milling is caused by the friction. The force will decrease, so the total cutting force will also decrease, and the gas will reach the cutting part more easily, achieving the purpose of cooling, and the gas is free from pollution and easy to obtain, which is more favorable to environmental protection. (2) MQL - minimum oil lubrication technology. MQL technology mainly has two kinds of external lubrication and internal cooling. It is widely used in drilling, reaming, tapping, deep hole drilling and high speed turning and milling of cast iron, steel and aluminum alloy. Aerosol external lubrication is to add a small amount of high-performance lubricating oil (5-50mL / h) in compressed air of 0.5~0.6Mpa (produced by high-pressure cooling pump), just like "coating" a limited amount of lubricant to the cutting In the same position, a small amount of lubricant is used to the fullest extent. At the same time, the high pressure gas acts as a cooling and auxiliary chip breaking to reduce tool temperature and prevent cold welding of the tool. For example, the MQL micro-lubrication cooling system of the German VOGEL centralized lubrication system uses (high-pressure cooling pump) forced cooling, which is an internal cooling method. 5. Dry cutting technology Dry cutting technology is proposed with the development of ceramic cutting tools. With environmental considerations, no cutting fluid is needed. The auxiliary heating device is used to locally heat the surface of the workpiece (such as laser heating, conductive heating, etc.) to a certain temperature to improve the material. The machinability reduces the cutting force and contributes to the realization of dry cutting. However, this technology places high demands on the long-term heat resistance (red hardness) of the tool, so it is currently only suitable for ceramic tools that can maintain strength and hardness for a long time at high temperatures. Dry cutting is currently not a general technology due to current process conditions, workpiece materials and processing types. Conclusion Comprehensive high-speed cutting features, it can be seen that high-speed cutting can save tool materials and cutting fluid, save labor, save natural resources, reduce environmental pollution, is an effective way to achieve green cutting, is recognized as the 21st century manufacturing can be achieved One of the key technologies for sustainable development. Vertical Universal Friction And Wear Testing Machine Wear Tester,Lubricity Testing Machine,Vertical Universal Friction Tester,Oil Material Tester Jinan Chenda Testing Machine Manufacturing Co., Ltd. , https://www.jncdtester.com