A different set of life test conditions were applied, and a new impurity medium and a new method were applied. These changes were caused in part by the use of larger test bearings and caused moderate to severe impurity damage. The impurity characteristic analysis was applied to the conventional bearing A, and the life reduction rate was predicted to be 3 times. Under these conditions, the life test results of bearing A greatly exceeded the test results of a special anti-impurity process from another manufacturer. One conclusion drawn from this test is that the differences in manufacturing processes, materials, and smelting methods used in bearings made from different manufacturing plants affect the bearing fatigue life in high impurity environments.
Improve performance levels in impurity testing
An improved anti-impurity method was developed by studying its unique method of producing smelting design and processing parameters for bearing A. Its purpose is to improve the mechanical properties of the bearing's strength, ductility and toughness, especially on the functional contact (seat) surface. This method involves changes to the main design specifications and tight control of process control limits, especially during heat treatment. Finally, according to the statistics, there is a significant improvement in performance, as shown in Figure 6. Proprietary technical specifications include the selection of parameters, which relate to material chemistry, residual eutectic, microstructure, and post-heat treatment control of near-surface properties. The experimental performance results of this new anti-impurity design and processing method are shown in Figure 6. The life test shown is performed on a bearing having a medium diameter of 248 mm, for which a large amount of experimental experience has been accumulated.
In this particular test protocol, the life of a conventional bearing with two sets of impurity indentations is two to three times less than the predicted life of a bearing without indentation. The impurity imprint analysis method was used, and the impurity life reduction rate of these basic bearings was predicted to be between 0.4 and 0.5. The predicted result values ​​are shown in Figure 6.
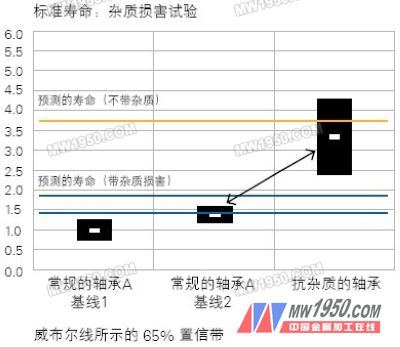
Figure 6: The “anti-impurity†bearing of a manufacturing plant is compared to the life test of a conventional, basic machining process bearing with a bearing outer diameter of 248 mm.
The performance of the anti-impurity bearing is much higher than that of the basic group. For the predicted life without impurity damage, the upper part of the 65% confidence band and the bearing lifeline in the absence of impurities intersect. Therefore, for a given test stringency, the new anti-impurity bearing reduces the effects of impurities and increases the overall life of the bearing by a factor of 2.3 over the life of the two sets of basic bearings produced by conventional machining processes. The anti-impurity bearing is currently up to 2 times longer in an impurity environment.
Life prediction model
The theoretical basis for the prediction of impurity lifetime is stated by Ai, in which the effect of impurity indentation on bearing race contact stress and fatigue life is determined. The model was verified by a controllable impurity indentation bearing test using bearings with performance characteristics represented by bearing A. Since the particle size range of the impurities is large in practical use, in order to determine the influence of the lubricant contamination containing the true particle size distribution, a procedure has been established. Two methods are used. The first method simulates the particle size impurity distribution, which corresponds to the particle size distribution in the ISO 4406 specification.
As the author Nixon explains in the literature, the ISO16/10, ISO15/12, ISO17/14, ISO18/16 and ISO21/18 52100 steel impurity particle distributions are mixed with the lubricant and are available for indentation bearings. use. For example, Figure 7 shows that its particle distribution is used for ISO 4406 21/18 and 15/12 cleanliness ratings. These distributions were formed from the ISO4406 features of the analyzed and contaminated, used lubricants. In order to obtain the size of the indentation and its surface density, it can be optically imaged, and thus an impurity profile analysis outline is obtained for each indentation state. Data files, including indentation size and surface density, are properly maintained to provide engineers with life analysis of the bearings typically used in these environments.
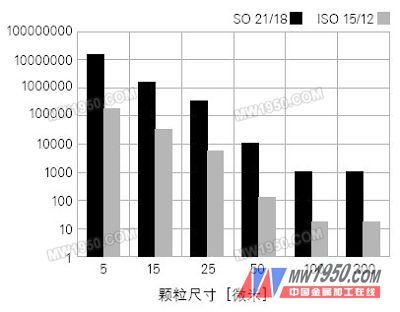
Figure 7 Distribution of particle sizes for two special ISO specifications
Previous page next page
Jiangsu Zhongyi Work Rigging Co., Ltd. , https://www.zy-rigging.com